Pubblicato: 26 gennaio 2026
A cura di: ShanJi Meng, analista senior del settore metallurgico
Il rame e le sue leghe rimangono tra i materiali più gratificanti, e talvolta anche più difficili, da lavorare. L'eccellente conduttività termica ed elettrica, le naturali proprietà antimicrobiche e la completa riciclabilità li rendono indispensabili nei componenti per veicoli elettrici, nella ferramenta navale, negli ingranaggi di precisione e negli elettrodi per saldatura. Tuttavia, la loro morbidezza, la tendenza a intasare gli utensili e il comportamento di incrudimento richiedono un approccio adeguato.
Nel 2026, con l'aumento della domanda di rame dovuto all'elettrificazione e alle energie rinnovabili, i macchinisti si troveranno a gestire un numero crescente di ordini di leghe ad alte prestazioni. Questa guida illustra le leghe di rame più comuni con cui lavoriamo, i processi adatti, i principali vantaggi e le sfide, consigli pratici di progettazione, suggerimenti per gli utensili e applicazioni reali.
Gradi di rame comuni per la lavorazione CNC
Applicazioni diverse richiedono leghe diverse. Ecco le leghe che vediamo più spesso nelle officine di lavorazione di precisione:
- Rame puro (C10100/C11000)Purezza superiore al 99,9%, privo di ossigeno o ETP. Ideale per la massima conduttività (barre collettrici, dissipatori di calore).
- Ottone (C36000, C26000): Ideale per lavorazioni meccaniche a macchina ad alta velocità, con eccellente capacità di rottura del truciolo. Ottimo per raccordi, valvole e ingranaggi.
- Bronzo all'alluminio (C95400, C95500)Elevata resistenza meccanica e straordinaria resistenza alla corrosione da acqua di mare. Ideale per eliche e boccole marine.
- Bronzo allo stagno (C90300, C90700)Elevata resistenza all'usura e basso attrito. Ideale per cuscinetti e ingranaggi per impieghi gravosi.
- Bronzo fosforoso (C51000, C54400)Eccellente elasticità e resistenza alla fatica. Comunemente utilizzata in connettori e molle.
- Cromo Zirconio Rame (C18150/C18200): Indurito per precipitazione per un'elevata resistenza + conduttività IACS dell'80-90%. Domina gli elettrodi per saldatura a resistenza e i componenti dei motori per veicoli elettrici.
-
Suggerimento rapido per la selezione del gradoPer i componenti elettrici → scegliere rame puro o CuCrZr. Per ambienti soggetti a corrosione → selezionare il bronzo all'alluminio. Per una facile lavorazione in grandi volumi → optare per l'ottone.
Processi di lavorazione adatti per il rame
La maggior parte delle leghe di rame si lavora bene con le macchine CNC standard:
- Fresatura CNCIdeale per geometrie complesse, tasche e pezzi a 3-5 assi.
- Tornitura CNCIdeale per componenti rotondi come boccole, raccordi e alberi.
- Foratura e filettatura: L'ottone e il bronzo fosforoso si filettano in modo pulito; per fori profondi nel rame puro, utilizzare la foratura a intermittenza.
- Tornio di tipo svizzeroIdeale per perni e connettori di piccole dimensioni e ad alta precisione.
- EDM (se necessario): Raramente necessario, ma utile per elementi in CuCrZr temprati.

-
Vantaggi della lavorazione delle leghe di rame
- Elevata conduttività termica → dissipa rapidamente il calore, riducendo l'usura degli utensili.
- Eccellenti proprietà elettriche → fondamentali per connettori ed elettrodi.
- Superficie antimicrobica naturale → ideale per la lavorazione degli alimenti e per componenti medicali.
- Completa riciclabilità → in linea con gli obiettivi di sostenibilità del 2026.
- Finiture splendide → ottone e bronzo lucidati a specchio.
Sfide e soluzioni pratiche
La duttilità del rame crea problematiche classiche: ecco come le affrontiamo:
- Scaglie gommose e bordo rialzato— Utilizzare utensili affilati con angolo di spoglia positivo e abbondante liquido di raffreddamento (emulsione o olio).
- Indurimento del lavoro— Effettuare passate leggere (0,1-0,5 mm di profondità) ed evitare di soffermarsi troppo.
- Formazione di borchie— Le macchine in ottone sono quasi prive di bave; il rame puro necessita di sbavatura o fresatura in concordanza.
- espansione termica— Fissare con cura e utilizzare un liquido di raffreddamento a flusso continuo per controllare le dimensioni.
Consiglio da professionistaPer il rame puro, gli utensili in diamante policristallino (PCD) durano 10 volte di più rispetto a quelli in carburo.

-
Considerazioni e suggerimenti di progettazione
- Tolleranze: Su ottone/CuCrZr è possibile ottenere una tolleranza di ±0,01 mm; sul rame puro potrebbe essere necessaria una tolleranza di ±0,02 mm a causa della sua morbidezza.
- Spessore della parete: Minimo 0,5-1 mm per evitare la flessione.
- Raggi e filettiAggiungere raggi di curvatura generosi (almeno 0,5 mm) per ridurre le sollecitazioni e prolungare la durata dell'utensile.
- Finitura superficialeLa rugosità superficiale Ra di 0,4 µm è standard per il carburo lucidato; è possibile ottenere finiture a specchio sull'ottone.
- Trattamento termicoLa lega CuCrZr richiede un trattamento di invecchiamento post-lavorazione per raggiungere la massima durezza: pianificare di conseguenza.
Raccomandazioni relative a strumenti e parametri
- Materiale per utensili: Carburo non rivestito o rivestito di diamante per la maggior parte; PCD per lavorazioni di grandi volumi su rame puro.
- Velocità e avanzamenti (esempio per ottone C36000, fresa da 10 mm):
- Mandrino: 8.000-12.000 giri/minuto
- Avanzamento: 1.000-2.000 mm/min
- Profondità di taglio: 0,5-2 mm assiale
- refrigerante: Da usare sempre: previene l'usura e migliora la finitura.
Applicazioni nel mondo reale
- Ottone → ingranaggi di precisione, corpi valvola, ferramenta decorativa.
- Bronzo all'alluminio → boccole marine, giranti per pompe.
- Bronzo allo stagno → ingranaggi a vite senza fine, cuscinetti per carichi pesanti.
- Bronzo fosforoso → contatti elettrici a molla.
- Rame puro → scambiatori di calore, sbarre collettrici.
- Elettrodi CuCrZr → per saldatura a punti, barre del rotore dei veicoli elettrici.
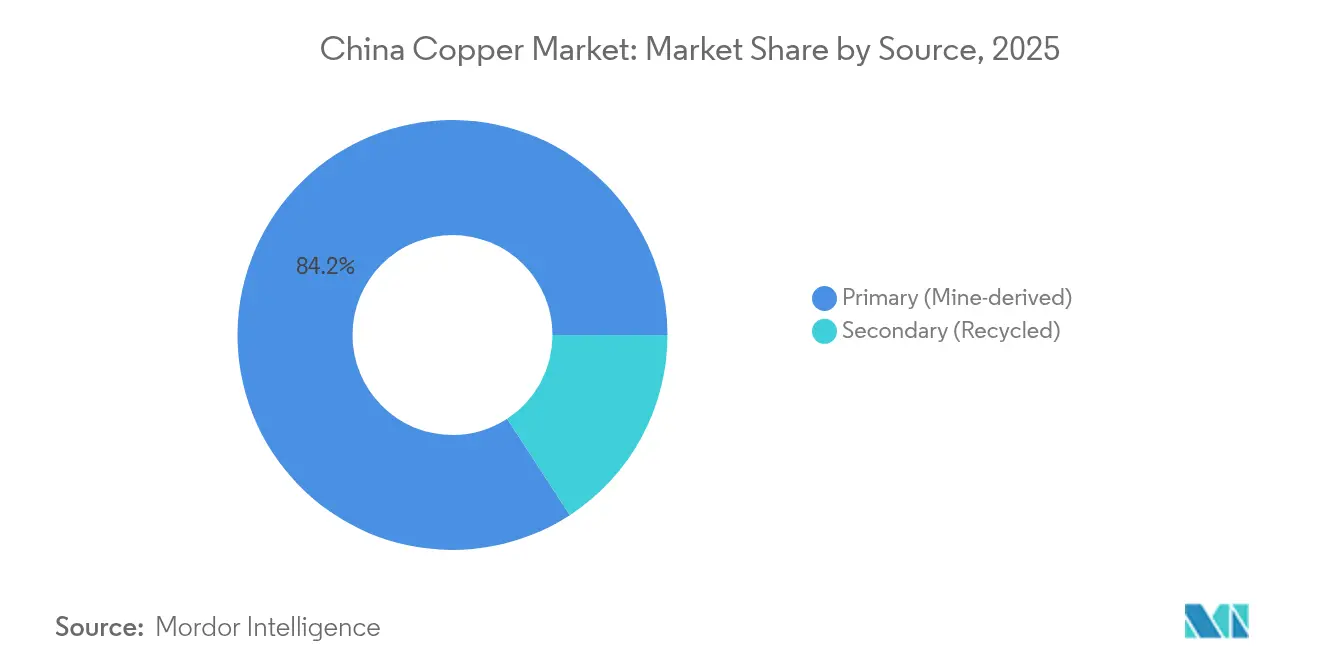
Fattori di costo e sostenibilità nel 2026
I prezzi dei materiali fluttuano (rame puro ~11-13 mila dollari/tonnellata), ma l'ottone rimane il più economico. I tassi di riciclaggio superano ora il 50% in molti stabilimenti, riducendo i costi e l'impronta di carbonio. Si prevede una minore offerta di CuCrZr a causa della domanda di veicoli elettrici.
Considerazioni finali
La lavorazione del rame premia un'attenta impostazione e la corretta selezione del grado di materiale. Seguendo i suggerimenti sopra riportati, sarete in grado di produrre costantemente componenti funzionali di alta qualità, conformi anche alle specifiche più rigorose.
Pronti a dare vita al vostro progetto? Esplorate la nostra gamma completa di leghe di rame (ottone, bronzo all'alluminio, bronzo allo stagno, bronzo fosforoso, rame puro e CuCrZr) nel nostro ultimo catalogo prodotti, oppure contattate il nostro team di ingegneri per preventivi di lavorazione personalizzati e supporto tecnico.
-
Contattaci per componenti in rame personalizzati e preventivi.
Data di pubblicazione: 26 gennaio 2026